ПРЕОДОЛЕВАЯ НЕДОСТАТКИ, ХАРАКТЕРНЫЕ ДЛЯ QFN-КОРПУСА
АВТОРЫ: КАРЛ СИЛИГ, ВИЦЕ-ПРЕЗИДЕНТ ОТДЕЛА РАЗВИТИЯ ТЕХНОЛОГИЙ, И КЕВИН ПИДЖИН, СТАРШИЙ РУКОВОДИТЕЛЬ ОТДЕЛА ПРАКТИЧЕСКОГО ПРИМЕНЕНИЯ
Введение. В последние несколько лет сборка компонентов в электронной индустрии увидела небывалый подъем, обусловленный миниатюризацией размеров этих компонентов. Запросы покупателей на повышение функциональности миниатюрных корпусов заставили производителей комплексного оборудования и контрактных производителей заниматься разработкой принципиально новых современных технологий. С развитием технологий и переходом к более изящному дизайну широкое распространение получает сокращение свободного места и более плотное заполнение платы компонентами. В подобных условиях электронная индустрия столкнулась с ростом количественного присутствия четырехугольных безвыводных корпусов или QFN-корпусов. Цель настоящего исследования – выявить преимущества и недостатки, обусловленные использованием QFN-корпусов в процессе сборки электроники. Кроме того, в настоящей статье рассматриваются результаты исследований, освещающие основные шаги, направленные на успешную интеграцию QFN-технологии в монтажный процесс.
QFN-корпус (см. рисунок 1) представляет собой плоский пластиковый корпус, выводы которого расположены по периметру под корпусом, большие контактные площадки расположены в центре. Преимущества корпуса в малых размерах и малой толщине. Это маленький компактный корпус с рабочей зоной, которая почти совпадает с размерами корпуса. Благодаря тонкому корпусу QFN-корпус идеально подходит в том случае, когда толщина сборки является важным фактором. QFN-корпус обладает прекрасными тепловыми и электрическими характеристиками, контактные площадки, расположенные по периметру, облегчают монтаж печатных плат. За счет этих качеств QFN-корпус – оптимальный выбор в тех случаях, когда электрические характеристики, вес и размер играют важную роль в исполнении конструкции.
Рисунок 1. QFN-корпус
Недостатки, характерные для QFN-корпуса. Несмотря на многочисленные преимущества этих передовых устройств, существует целый ряд недостатков и сложностей как на этапе их производства, так и в отношении надежности этих компонентов. Сборщики с небольшим энтузиазмом пользуются этой новой технологией из-за возникновения таких дефектов, как порообразование, пустоты и вследствие других недостатков. QFN-корпус – это не только многообещающие характеристики, но и склонность к порообразованию на заземляющих контактных площадках. В сочетании с бессвинцовой технологией проблема порообразования становится настоящей головной болью.
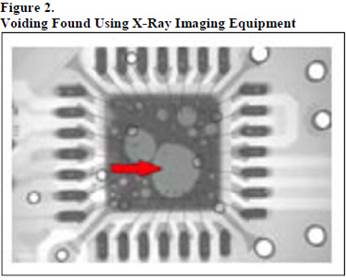
Порообразование в QFN-корпусах. Порообразование в QFN-корпусе возникает тогда, когда летучие фракции, как правило, во время пайки оплавлением, не могут выйти и удерживаются под контактной площадкой. В отличие от QFP-корпуса (корпус с четырехсторонним расположением выводов в форме крыла чайки) QFN-корпус не имеет выводов, и, как следствие, в нем не предусмотрены зазоры, которые способны гасить внешнее воздействие и позволяют летучим фракциям испаряться. Мы видим (см. рисунок 2), что рентгенологическое исследование выявило наличие крупного озероподобного порообразования, к формированию которого склонны все заземляющие контактные площадки QFN-корпусов. За счет улучшения качества цифровых рентгенологических систем, в частности перехода от аналоговых к цифровым детекторам, можно получать гораздо более четкие изображения и проводить более полные исследования.
Рисунок 2. Порообразование, обнаруженное с помощью оборудования для рентгенологического исследования
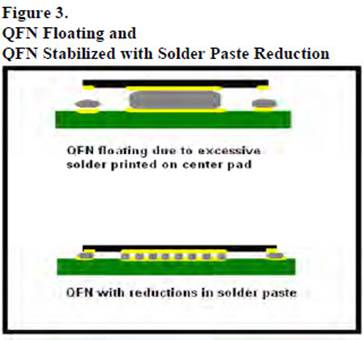
Причины порообразования. Одна из главных причин порообразования – смещение компонента. Конструктивной особенностью сверхмалого QFN-корпуса является большая металлическая контактная площадка, расположенная в его центре. При запечатывании контактной площадки припойной пастой либо при наложении пасты толстым слоем вес компонента и/или поверхностное натяжение могут оказаться недостаточными, чтобы вдавить компонент в поверхность платы, что приводит к подвижности компонента (рисунок 3).
При слишком большом размере апертуры центральной контактной площадки слой пасты в этой области окажется толще слоя пасты на маленьких контактных площадках, которые расположены вдоль краев корпуса. Если слой пасты в центральной части окажется слишком толстым по сравнению с контактными площадками, расположенными по периметру корпуса, компонент может не припаяться к этим контактным площадкам (рисунок 3). Толстый слой припоя в центре может привести к тому, что QFN-корпус во время пайки завалится на одну сторону, противоположная же сторона поднимется, образует пустоту вдоль края, что приведет к выпиранию компонента корпуса.
Рисунок 3. Смещение QFN-корпуса и плотная посадка QFN-корпуса за счет сокращения слоя пасты
Зачастую сдвиг компонента путают с таким дефектом, как «подушка». Чтобы устранить смещение компонента, необходимо сократить слой паяльной пасты, наносимой в процессе печати на центральную контактную площадку QFN-корпуса, покрытие площадки должно быть неполным.
Необходимо разделить большую апертуру трафарета на несколько маленьких контактных площадок, что позволит на 50–80 % сократить полноту охвата области контактной площадки. Такая мера не только устранит вероятность смещения компонентов, но сможет предотвратить порообразование, разбрызгивание припоя и застой газов. Ниже в статье мы расскажем о способах, которые помогут уменьшить размер апертуры трафарета.
Способы сократить порообразование до минимума: дополнительные отверстия. Лучший способ уменьшить порообразование на заземляющих контактных площадках – внести изменения в конструкцию на стадии разработки. Во многих случаях дополнительные отверстия в контактной площадке и/или разделенная на ячейки в виде сетки заземленная контактная площадка способны уменьшить порообразование. Дополнительные отверстия способствуют выведению летучих газообразных веществ, что сокращает объем порообразования.
К сожалению, зачастую контрактные производители, как правило, не имеют право вносить изменения в утвержденную конструкцию выпускаемых ими печатных плат. Поскольку только лишь изменение температурного профиля крайне незначительно сокращает объем порообразования, такие меры, как изменение размеров апертуры, изменение геометрии апертуры (конструкции трафарета), толщины трафарета могут принести больше пользы.
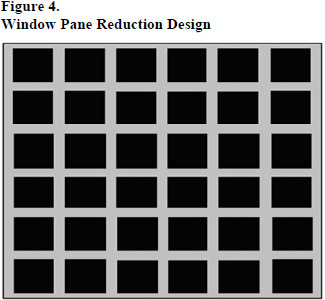
Уменьшение размера апертуры. При оценке эффективности уменьшения размера апертуры были использованы разные конструкции и разный процентный объем сокращения размеров. Самые стабильные и в целом благоприятные результаты показали опыты с уменьшением размера апертуры на 30–50 % за счет организации в виде ячеек (см. рисунок 4) по сравнению со сплошной организацией. Стандартный процент покрытия паяльной пастой до пайки находился в диапазоне 50–80 %. Конструкция при уменьшении размера апертуры может находиться в прямой зависимости от производимого типа сборки. Возможно, потребуется закрыть или заглушить отверстия, чтобы предотвратить затекание припоя внутрь отверстий во время пайки. Другой способ – наложение решетки паяльной маски на заземляющую контактную площадку с порами и выведение газов.
Рисунок 4. Изменение конструкции. Крупные ячейки
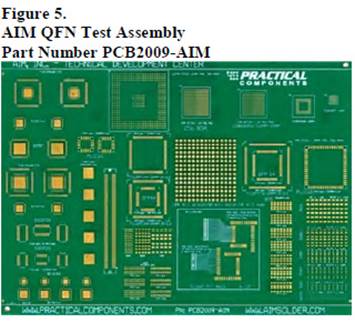
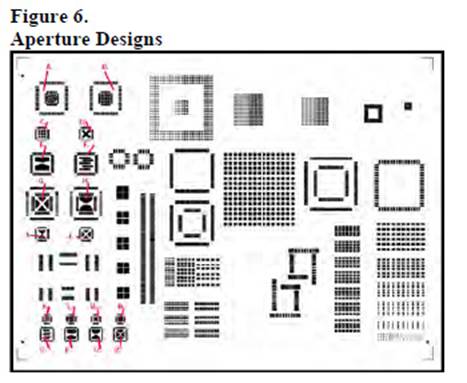
На рисунке ниже (см. рисунок 5) представлена опытная сборка корпуса QFN (артикул PCB2009-AIM), выполненная в Центре технических разработок компании «AIM», разработанная совместно с компанией «Прэктикал Компоунентс». На рисунке ниже (см. рисунок 6) показаны типы апертур, которые были использованы для проведения испытаний и показали хорошие результаты с точки зрения минимизации образования озероподобных пустот.
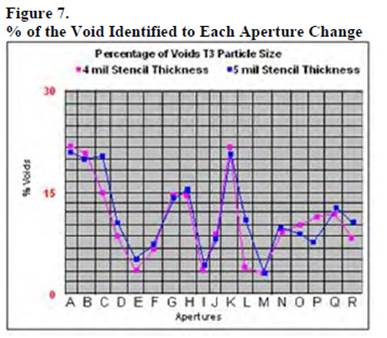
В соответствии со статистическими данными, приведенными ниже (см. рисунок 7), некоторые из типов конструкций способны оказать значительное влияние на результат. Прямой зависимости между сокращением слоя паяльной пасты и порообразованием не существует. Судя по всему, истончение слоя пасты и изменение геометрии апертуры оказывает одинаково положительное влияние на сокращение порообразования.
Тип конструкции апертуры и объем используемой пасты (сравнение со сплошной конструкцией):
А. 57,26
I. 58,82
Q. 42,96
B. 47,14
J. 56,78
R. 43,20
С. 85,62
К. 77,80
D. 84,06
L. 76,93
Е. 38,10
М. 75,76
F. 52,97
N. 78,10
G. 59,08
O. 48,69
H. 46,79
P,34,85
Примечание. Правильный размер и геометрия апертуры помогает устранить порообразование. В зависимости от геометрии в каждом случае требуется разное количество пасты.
· Е. 38,10 %
· F. 52,97 %
· I. 58,82 %
· М. 75,76 %
На рисунке ниже (рисунок 7) приводятся результаты исследования объема порообразования (в процентах) при изменении конструкции каждой апертуры.
Рисунок 7. Порообразование (в процентах) при изменении конструкции апертур
Толщина трафарета. Результаты, полученные в большинстве случаев, свидетельствуют о том, что трафарет толщиной в 4 миллидюйма в большей степени препятствует порообразованию при сравнении с трафаретом толщиной в 5 миллидюйма. При этом важно отметить, что при уменьшении толщины трафарета может пострадать качество паяных соединений контактных площадок ввода-вывода.
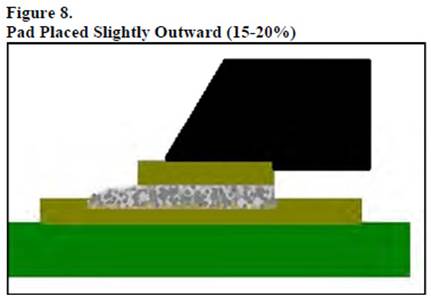
Монтаж и типы контактных площадок. Равномерное и постоянное давление при монтаже, а также глубина – определяющие факторы, которые оказывают влияние на качество пайки корпуса QFN. Чтобы облегчить монтаж, компонент должен находиться под давлением со всех сторон. Незначительный уклон контактных площадок на 15–20 % обеспечит необходимое давление и позволит выходить излишкам газа (см. рисунок 8).
В однорядных корпусах QFN контактные площадки не должны «проседать» под компонентом (зажиматься компонентом). Правильная посадка обеспечит правильный приток и сохранение эффективных свойств остатков в периоды термодинамических циклов.
Рисунок 8. Небольшой уклон контактных площадок (15–20 %)
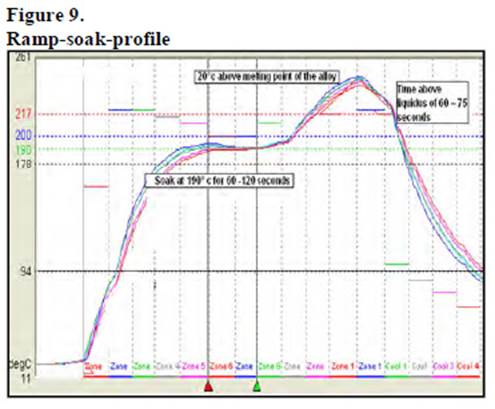
Профиль. При сборке QFN-корпусов применяется менее горячий температурный профиль, чтобы уменьшить объем порообразования на больших горячих контактных площадках. Рекомендован профиль «нагрев–нагрев до пиковой температуры» или профиль «нагрев–выдержка–нагрев до пиковой температуры». При профиле «нагрев–выдержка–нагрев до пиковой температуры» время выдержки (выдержка при пиковой температуре не менее 3–3,5 минут) составляет 30 секунд. Такие температурные профили могут оказаться полезными при отсутствии изменений конструкции апертуры или при отсутствии наложения маски на соответствующие контактные площадки. Однако, если корпус содержит компоненты BGA, могут возникнуть новые проблемы. При пайке BGA-компонентов требуется более продолжительный температурный профиль с высокой температурой выдержки. Чтобы сократить порообразование BGA-корпуса, сборка выдерживается при температуре 190–200 °C в течение 60–90 секунд, максимальная пиковая температура составляет 235 °C. Время выдержки при температуре точки плавления составляет 60–75 секунд. См. профиль на рисунке ниже (рисунок 9). При подборе характеристик профиля очень важно учитывать оба аспекта.
ЗАКЛЮЧЕНИЕ. Поскольку «миниатюрность» – единственный выбор современных разработчиков, QFN-корпус продолжит прокладывать себе дорогу в мире современной электроники. Форма этого корпуса обеспечивает великолепную температурную и электрическую интеграцию. С другой стороны, нельзя не принимать в расчет предупреждения производителей. Настоящая статья описывает типовые проблемы и способы из устранения, направленные на повышение надежности и сокращение дефектов.
Если есть возможность внести конструктивные изменения на этапе разработки, то дополнительное отверстие в центральной контактной площадке и/или заземляющая площадка в виде решетки смогут подарить преимущества.
Паста способна оказать определенное влияние, однако невозможно избежать процессов, которые происходят с пастой во время оплавления и пайки, независимо от ее состава. Порообразования не удастся избежать, если под большой контактной площадкой, покрытой паяльной пастой, не будет компонента, который обеспечит зазор для вывода газов.
К прочим возможным конструктивным изменения, способным оказать положительное влияние на сокращение дефекта, можно отнести следующие:
· Изменение конструкции апертуры трафарета при выборе трафарета его рисунок должен обеспечивать капиллярный эффект газам, образующимся при пайке по краю основания. Такого эффекта можно добиться за счет использования трафаретных рисунков, обеспечивающих достаточное пространство между компонентами и возможность для растекания пасты по соответствующим дорожкам от центральной контактной площадки.
· Решетчатая паяльная маска контактной площадки. Не забывайте о том, что при повторном использовании решетчатой паяльной маски контактной площадки порообразование зачастую неизбежно. Решетка сокращает объем озероподобных пустот и их плотность, следовательно, сокращает и объем нагара. Недостаток – решетка контактной площадки может приводить к отказам при эксплуатации в неблагоприятных условиях. Это происходит за счет теплового расширения маски относительно припоя.
· Выбор порошка для пасты. Известно, что более мелкие частицы способствуют меньшему порообразованию на BGA-корпусах и паяных соединениях других типов.
· Испаряемость и смачивающие свойства пасты. Определенную пользу может принести улучшение смачивающих свойств пасты. Смачивание воздействует на скорость капиллярного движения за счет сдвига больших объемов газа к краю контактной площадки.
Как в случае с появлением любой новой технологии, механизм порообразования QFN-корпуса тоже подлежит более подробному исследованию.
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
1) Д. Бернард, Б. Уиллис, М. Моррелл и М. Бидел. Анализ объемов порообразования под центральным выводом QFN-корпуса, зависимость объемов порообразования от слоя пасты и предпосылки к отказу устройства и низкому качеству паяного соединения. Доклад представлен на встрече Ассоциации участников электронной промышленности. 2011 г.
2) Б. Толено. Широкое применение QFN-корпусов становится причиной новых проблем. Открытый тематический семинар «Dataweek», 23 июля 2008 г.