АВТОРЫ: КАРЛ СИЛИГ, ВИЦЕ-ПРЕЗИДЕНТ ОТДЕЛА РАЗВИТИЯ ТЕХНОЛОГИЙ, И ТИМ О’НИЛЛ, РУКОВОДИТЕЛЬ ОТДЕЛА ТЕХНИЧЕСКОГО МАРКЕТИНГА
Отрывок. В мире электроники всегда существует потребность уменьшить частицы и увеличить функциональность. Для достижения этих целей индустрия электротехники производит самые маленькие из известных ранее устройств и оборудование, способное работать на базе этих устройств. Эволюция BGA-корпусов и бессвинцовых устройств подходит к самой вершине существующих технологий сборки и соответствующих материалов.
С появлением и закреплением на рынке монтажа печатных плат миниатюрных компонентов инженеры достигли предела в использовании паяльных паст на основе частиц с размерами 3-го типа, которые в настоящее время предлагают большинство производителей.
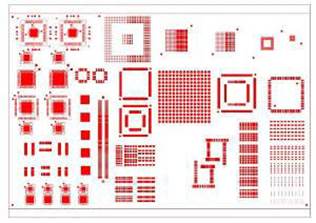
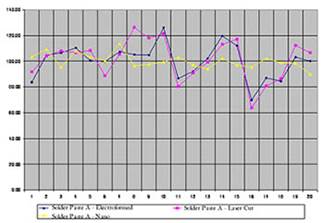
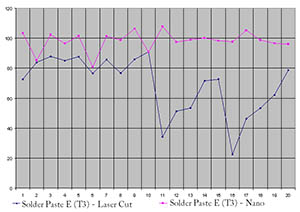
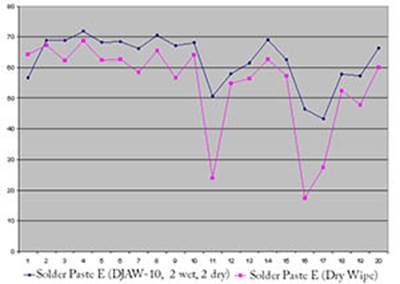
Цель настоящего исследования – определить влияние порошка сплава SAC305 на объем пасты при использовании порошка с размерами частиц 3-го, 4-го и 5-го типа в сочетании с трафаретами из нержавеющей стали лазерной вырезки, трафаретами, полученными гальваническим нанесением металла на модель, и трафаретами лазерной вырезки с нанопокрытием. Исследование обращается к бессвинцовым компонентам QFN- и BGA-микрокорпусов и оптимизированным конструкциям апертур. В ходе испытаний будет исследована эффективность пасты при печати в режиме «пауза-печать» и объем переноса на двадцати печатных платах в течение восьми часов. Дополнительное исследование тех же печатных плат будет направлено на изучение влияния размера частиц порошка на порообразование на заземляющих контактных площадках QFN-корпуса с использованием восемнадцати конструкций апертур.
Введение
При наличии таких компонентов, как QFN-корпуса, BGA-микрокорпуса и при наличии 01005 пассивных компонентов, для которых характерны малые площади и соответствующая геометрия контактных площадок, не исключено, что паяльная паста на основе порошка 3-го типа содержит слишком крупные частицы, а это в свою очередь не способствует точному и повторному нанесению пасты. Эта проблема оказывает негативное воздействие на все аспекты производственного процесса, а не только на монтажный процесс компонентов печатных плат с использованием такой паяльной пасты.
1) Нанесение пасты печатью. Существует устоявшееся мнение о том, что самый малый размер апертуры, через которую паяльная паста способна проходить, в пять раз больше сферической формы частицы металлического порошка. Сферический размер частицы пасты 3-го типа составляет 45 мкм с допуском до 53 мкм. Теоретически апертура с размером 8,9 мил является апертурой с самым малым размером, через которую можно печать паяльную пасту 3-го типа.
Тип порошка | < 0,005×t % | < 1×t % | 80×t % | 90 % | < 10 % меньше, чем |
1 | 180 мкм | 150 мкм | 150–75 мкм | 20 мкм | |
2 | 90 мкм | 75 мкм | 75–53 мкм | 20 мкм | |
3 | 53 мкм | 45 мкм | 45–25 мкм | 20 мкм | |
4 | 45 мкм | 38 мкм | 38–20 мкм | 20 мкм | |
5 | 32 мкм | 25 мкм | 25–15 мкм | 15 мкм | |
6 | 25 мкм | 15 мкм | 15–5 мкм | 5 мкм | |
Рисунок 1. Стандарт ИПП J-STD-006A. Характеристики распределения размеров частиц | |||||
2) Конструкция трафарета. Существует множество аспектов, которые необходимо учитывать при выборе правильной конструкции трафарета для сборки определенного типа. В целях настоящего эксперимента была установлена цель – довести количество переменных факторов до минимума и удостовериться в том, что полученные результаты отражают факторы в пределах нашего контроля.
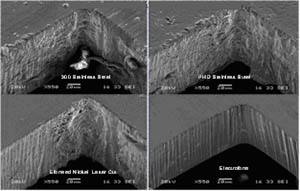
Никелевые трафареты, полученные гальваническим нанесением металла, считаются самыми функциональными трафаретами из всех существующих типов. Трафареты имеют уклон, гладкие стенки и являются достаточно скользкими, что обеспечивает отличное извлечение паяльной пасты. При этом такие трафареты стоят значительно дороже обычных трафаретов с электрополированной поверхностью, выполненных лазерной резкой, и не всегда имеются в наличии.
Выполненные с помощью лазера трафареты – это достаточно новая разновидность трафаретов. Такие трафареты вырезаются усовершенствованными лазерными установками в сочетании с фольгой с высоким содержанием никеля. Эти трафареты представляют собой доработку стандартных вырезанных лазером трафаретов, при этом стоят дешевле, чем никелевые трафареты, полученные гальваническим нанесением металла. В ходе исследования мы использовали трафареты, выполненные на базе этих двух технологий.
В заключение добавим, что некоторые производители начинают предлагать трафареты с нанопокрытием (термин, который появился совсем недавно). Эта технология и способ обработки являются запатентованным изобретением, при этом сам процесс можно описать следующим образом. «После обработки щеткой и очистки вырезанный лазером трафарет проходит через специальный аппарат, который наносит на него покрытие. Неорганическое покрытие растворяется в крайне безопасном для окружающей среды растворителе. Стабильная толщина нанопокрытия – это ключевая задача технологии нанесения покрытия. В печи непрерывного действия покрытие высыхает, а разные этапы на стадии термической обработки осуществляют полимеризацию засохшего неорганического слоя. Аналогичное оборудование используют для запуска химической реакции с помощью органического вещества, чтобы получить гидрофобные и антиадгезивные свойства».1
Главная задача покрытия – уменьшить поверхностное натяжение между пастой и материалом трафарета. При уменьшении поверхностного натяжения поверхность становится нелипкой, что приводит к лучшему извлечению и меньшему оседанию пасты в апертуре, а это способствует более точному нанесению пасты при последующих печатных циклах.
В ходе исследований мы использовали трафарет с нанопокрытием производства немецкой компании «LaserJob», аналогичный трафарету, вырезанному лазером.