Эффект «Попкорна»

Эффект «Попкорна» – это эффект растрескивания микросхем при пайке. Эффект «Попкорна» связан с высокой скоростью нагрева при преодолении точки кипения воды (100 °С) и зачастую определяется качеством и условиями хранения компонентов. Общее правило гласит: чем больше влаги впитал компонент, тем ниже должна быть скорость его нагрева до температуры в 100 °С. Чтобы уменьшить частоту возникновения дефекта, необходимо следить за условиями хранения и просушивать компоненты перед пайкой.
Эффект «голова на подушке»

Доказано, что эффект «голова на подушке» – типичная проблема бессвинцовой паяльной пасты. Возникновение эффекта «голова на подушке» (на фотографии справа) зависит от производителя BGA-корпуса и химического состава пасты. Этот дефект возникает как следствие коробления компонента как после его изготовления (которое иногда называют компланарностью), так и зачастую коробления в процессе плавления. Если компонент смещается даже на несколько тысячных дюйма на этапе оплавления в печи, с большей долей вероятности не получится избежать эффекта «голова на подушке». Этот дефект считается дорогостоящим, поскольку в большинстве случаев его обнаруживают на более позднем этапе - в процессе эксплуатации. Дефект этого типа устраняется путем замены пасты, подбором соответствующего температурного профиля либо при возникновении деформации плоскости – наложением более толстого слоя пасты.
Отладка профиля при короблении плат
Один из способов оплавления, который помогает устранить эффект «голова на подушке», – применение профиля типа «нагрев – выдержка – пик». Для пайки применяется стандартный совместимый со сплавом профиль типа «нагрев – выдержка –пик», однако в начале стадии охлаждения необходимо контролировать ее скорость непосредственно перед достижением сплавом твердого состояния. Выдержка в течение 15–25 секунд при температуре на несколько градусов ниже температуры отверждения, помогает убрать коробление BGA-корпуса, погрузить корпус в расплавленную паяльную пасту и сформировать правильные интерметаллические соединения.
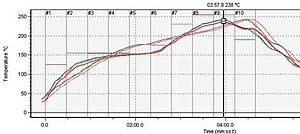
Вышеописанный профиль представляет собой стандартный профиль нагрева и выдержки с дополнительный стадией: тип профиля «нагрев – выдержка – пик – выдержка» (жирная линия).
Образование пустот в паянном соединении контактной площадки и шарика BGA

Еще один дефект, характерный для BGA-корпусов, который является прямым следствием применения бессвинцового сплава, – это образование пустот в паянном соединении контактной площадки и шарика BGA (на фотографии). Этот дефект также связан с химическим составом и типом конструкции платы.
Изменения в конструкции платы помогают избавиться от образования пустот, при этом значительно улучшается производственная технологичность изделия.
Как правило, вероятность появления пустот можно сократить за счет температурного профиля при внесении в него определенных изменений. Однако, если температурный профиль задан параметрами в пределах рабочего диапазона, возможности минимальны. Важнейшая часть разработки профиля – время выдержки. Иногда выдержка в течение 120 секунд способна сократить частоту образования пустот.
Можно попробовать справиться с дефектом, за счет более низкой пиковой температуры. Большое влияние на образование пустот оказывает финишное покрытие платы, а также химический состав пасты. Чем большей паяемостью обладает финишное покрытие платы, чем активней компоненты пасты, тем ниже вероятность образования пустот.